電力供給の要となる「バスバー(ブスバー)」。大電流を効率よく流し、省スペース化を実現するための導電部品として、配電盤や制御盤、そして近年のEV(電気自動車)開発において欠かせない存在です。
しかし、バスバーの設計には、ケーブル配線とは異なる「熱設計(許容電流)」「絶縁距離の確保」「複雑な曲げ加工」といった専門的な知識が求められます。特に試作段階では、「標準品では形状が合わない」「設計変更への対応が間に合わない」といった課題に直面することも多いのではないでしょうか。
本記事では、精密板金の専門メーカーであるツツミ産業が、バスバーの基礎知識から、銅材(C1100/C1020)の選び方、設計者が悩む絶縁対策までを徹底解説します。また、開発リードタイムを短縮するための「難加工・短納期試作」についてもご紹介します。
バスバー(ブスバー)とは
バスバー(Busbar)とは、電気を供給元から各機器へ分配あるいは合流させるための、棒状または板状の導体のことです。 日本語では「母線(ぼせん)」とも呼ばれますが、現場では英語読みの「バスバー」や「ブスバー」、あるいは素材名で「銅バー」と呼ばれることが一般的です。
その役割は、いわば「電気の高速道路」です。細いケーブルを何本も束ねる代わりに、断面積の大きな金属の延べ板を使用することで、大電流をロスなく、安全に目的地まで運びます。
電力損失を抑え、大電流を流せる。
バスバーの特徴(メリット)
なぜ、ケーブルではなくバスバーが選ばれるのでしょうか? 主なメリットは以下の3点です。
大電流への対応力
ケーブル(電線)で大電流を流そうとすると、導体が太くなりすぎたり、複数本を並列接続する必要が出てきたりします。バスバーは断面積を大きく確保できるため、数百〜数千アンペアの大電流でも容易に対応可能です。
高い放熱性
バスバーは板状であるため、ケーブルに比べて表面積が広く、空気に触れる面積が大きくなります。これにより放熱効果が高まり、温度上昇を抑えることができます。
省スペースと整然としたレイアウト
配電盤やバッテリーユニット内において、ケーブル配線は「たるみ」や「曲げ」のスペースが必要です。一方、バスバーは直角に曲げたり、筐体の壁面に沿わせたりと、3次元的な設計が可能です。これにより、内部スペースを有効活用でき、誤配線のリスクも低減します。また、インピーダンス(交流抵抗)を低く抑えられる利点もあります。
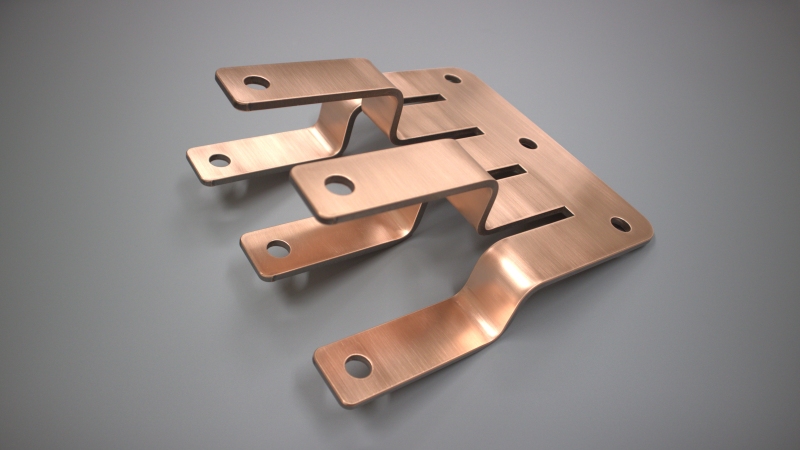
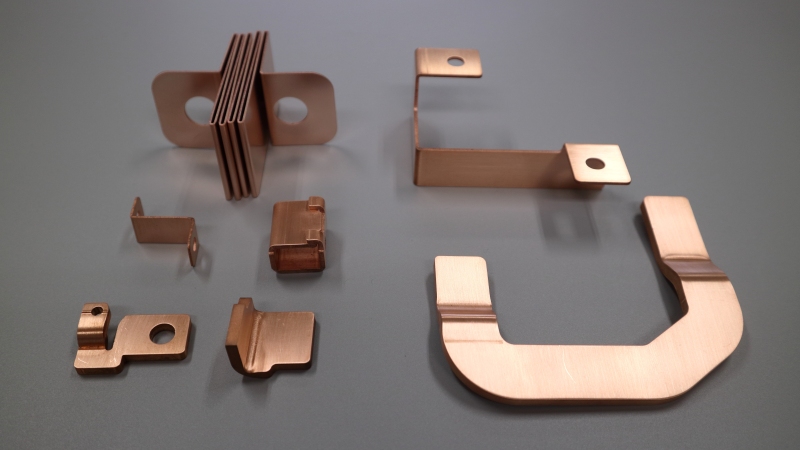
サイズ:80×70×40 (t=0.8)
自由度の高い設計が可能。
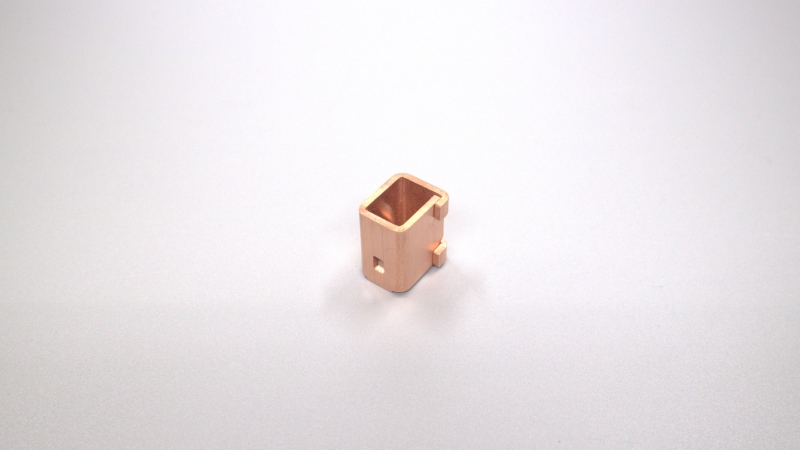
サイズ:23×20×20 (t=2)
曲げ加工で省スペース化。
バスバーの種類
バスバーには用途や設置場所に応じて、いくつかの種類があります。
- リジッドバスバー(単層・裸バー):
最も一般的な、硬い板状のバスバーです。銅やアルミの板材を切断・穴あけ・曲げ加工して製作します。 - ラミネートバスバー:
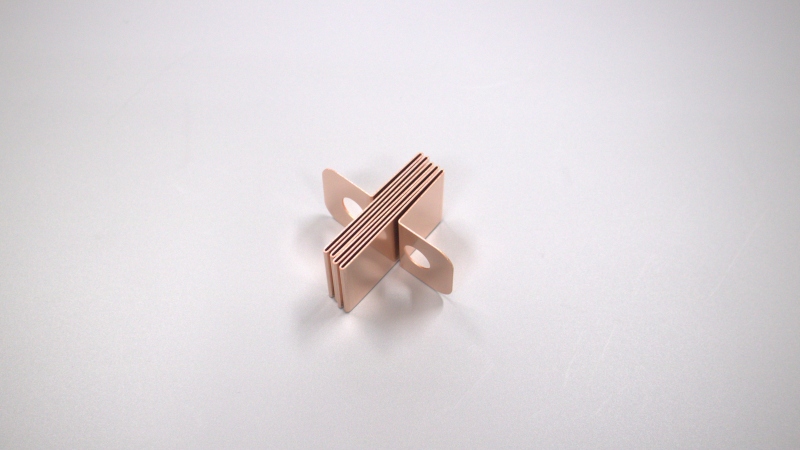
薄い導体と絶縁層を交互に重ね合わせたもの。インダクタンスを極限まで低減できるため、パワー半導体(IGBTなど)の接続によく使われます。 - フレキシブルバスバー:
薄い銅箔を積層し、両端を溶着したもの。柔軟性があり、振動吸収や公差の吸収が必要な箇所に使われます。
バスバーの材料 – 材料比較(導電率)と無酸素銅の使い分け
バスバーの性能を決定づける最も重要な要素が「材料選定」です。
要求される許容電流、設置スペース、そして重量制限によって、選定される金属は異なります。ここでは、代表的な導電材料である「銅」「アルミ」「真鍮」の比較と、精密板金加工において特に重要となる「銅の種類(C1100とC1020)」の違いについて解説します。
銅・アルミ・真鍮の特性比較
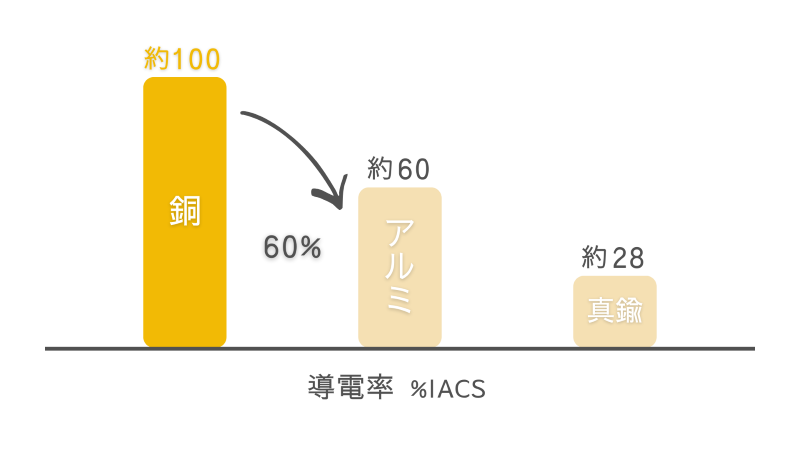
バスバー材料として主に検討される3種の金属について、導電率(%IACS)、比重、コスト、加工性の観点から比較しました。
| 項目 | 銅 (C1100/C1020) | アルミニウム (A1050等) | 真鍮 (C2801等) |
| 導電率 (%IACS)※ | 100% (極めて高い) | 約60% (銅の約6割) | 約28% (低い) |
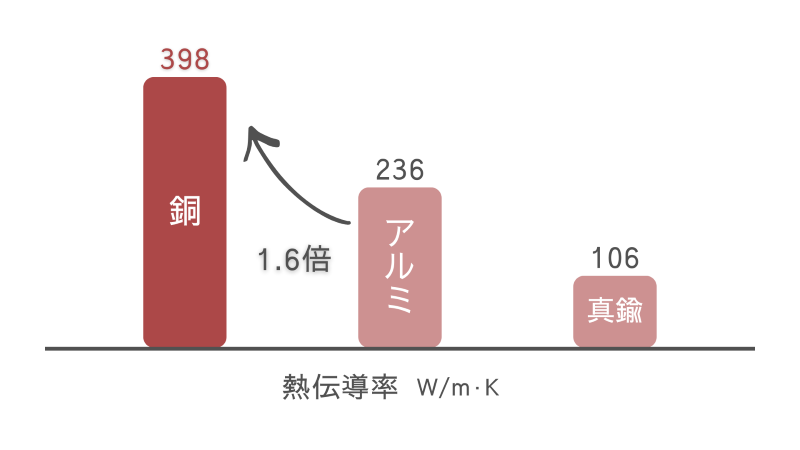
| 熱伝導率 (W/m·K) | 398(高い) | 236 | 106(低い) |
| 比重 (g/cm³) | 8.89 (重い) | 2.70 (軽い) | 8.43 (重い) |
| 強度・加工性 | 曲げ・展延性に優れる | 柔らかいが強度は低い | 硬く、切削性は良いが曲げに弱い |
| コスト | 高い | 安い | 普通 |
| 主な用途 | 大電流バスバー、配電盤、基板 | EV用バスバー、軽量化部品 | 端子台、ネジ、装飾部品 |
※導電率は、20℃基準の代表値
銅・アルミ・真鍮
銅・アルミ・真鍮
各材料の選定ポイント
- 銅 (Copper):
圧倒的な導電率により、「省スペースで大電流を流す」には銅一択です。アルミよりも断面積を小さくできるため、コンパクトな設計に適しています。 - アルミニウム (Aluminum):
導電率は銅の60%程度ですが、比重は約3分の1と非常に軽いため、「スペースに余裕があり、軽量化が最優先される場合(EVなど)」に採用されます。 - 真鍮 (Brass):
強度はありますが導電率は低く、メインのバスバーとして使われることは稀です。加工(切削)しやすいため、接続端子やボルト等の部品に使われます。
【設計者必見】タフピッチ銅(C1100)と無酸素銅(C1020)の違い
「銅バスバー」と一口に言っても、JIS規格には主にタフピッチ銅(C1100)と無酸素銅(C1020)の2種類が存在します。 両者の導電率はほぼ同等ですが、「熱を加える加工(溶接・ろう付け)」を行うかどうかで、選定を誤ると重大な欠陥につながる可能性があります。
水素脆化のリスク
タフピッチ銅(C1100)には、微量の酸素が含まれています。これを還元雰囲気中(水素が含まれる環境など)で600℃以上に加熱すると、銅内部の酸素と水素が反応して水蒸気(H₂O)が発生し、内部から亀裂が生じます。これを「水素脆化」と呼びます。
このため、溶接やろう付け、高温環境での使用が想定されるバスバーには、酸素を含まない「無酸素銅(C1020)」を使用する必要があります。
| 銅の種類 | 特徴 | 向いている加工・用途 | 注意点 |
| タフピッチ銅 (C1100) | 一般的で入手性が良い。導電性は高い。 | 曲げ加工、穴あけ、ボルト締結のみのバスバー。 | 600℃以上の加熱厳禁。 溶接・ろう付け不可(脆化する)。 |
| 無酸素銅 (C1020) | 酸素含有量が極めて少ない。展延性・絞り加工性に優れる。 | 溶接、ろう付け、深絞り加工。 真空機器や高温環境用。 | C1100より若干コストが上がる場合がある。 |
当社では、単純な曲げ加工であればコストメリットのあるC1100を、複雑な形状で溶接が必要な場合や、より高度な信頼性が求められる場合にはC1020をご提案するなど、加工内容と使用環境に合わせた最適な材料選定をサポートいたします。
省スペースを実現する「曲げ加工」と「許容電流」の関係
バスバー設計において最も頭を悩ませるのが、「限られたスペースにいかに太い導体を通すか」という問題です。
許容電流と断面積
許容電流は、単に断面積だけで決まるものではありません。「放熱条件」が大きく関わります。
例えば、同じ断面積でも「厚く狭い」形状より「薄く広い」形状の方が、表面積が大きくなり放熱効率が上がるため、より多くの電流を流せます。
最小曲げ半径と難加工
省スペース化のために「直角に曲げたい」「クランク状に曲げたい」という要望は多くあります。しかし、銅板には「最小曲げ半径(R)」があり、板厚に対してRが小さすぎると、外側にクラック(割れ)が発生します。
ツツミ産業は精密板金で培った曲げや金型技術により、クラックの発生を抑えつつ、限界に近い小さなRでの曲げ加工を実現します。また、通常のプレス機では難しい「エッジワイズ曲げ」や「3次元的なひねり(ツイスト加工)」、「複合的な曲げ」も、専用治具と職人の技で対応可能です。他社で断られた複雑な形状も、ぜひ一度ご相談ください。

330×80×15 (t=5)
材料の無駄を省くエッジワイズ曲げ。

520×140×30 (t=5)
ツイスト加工(Wスパイラル曲げ)。
絶縁対策と表面処理
EVバッテリー周辺や高電圧盤内では、導電性だけでなく「絶縁性」の確保が不可欠です。当社では、加工から絶縁処理までを一貫して対応可能です。
- 熱収縮チューブ:
最も一般的な絶縁方法です。直線部分は安価に対応できますが、複雑な曲げ形状や分岐がある場合、シワができたり密着しなかったりするリスクがあります。 - エポキシ粉体塗装(絶縁コーティング):
静電気を利用して粉末塗料を付着させ焼き付けるため、複雑な3次元形状であっても均一な膜厚でコーティング可能です。耐電圧性能が高く、剥がれにくいのが特徴です。 - メッキ処理(スズ、ニッケル、銀):
接触部の酸化防止や、接触抵抗の低減(導電性の確保)のために行います。
開発スピードを加速させる「短納期試作」の重要性
開発現場において、「設計変更による手戻り」は避けられないものです。 「形状が少し変わっただけで、金型の修正に2週間かかる」 「試作の見積もりに数日待たされる」 これでは、激化する開発競争に勝てません。
ツツミ産業は「試作特化の板金メーカー」として、以下の強みを持っています。
- 金型レス・簡易金型:
レーザー加工機やタレットパンチプレスを駆使し、本金型を作らずにイニシャルコストを抑えて素早く製作します。 - 即応体制:
図面はもちろん、ラフスケッチ段階からのご相談も可能です。「とりあえず1個ほしい」というご要望に、最短納期でお応えします。即日にバスバー納品の実績あり。 - VA/VE提案:
図面通りに作るだけでなく、「ここを溶接から曲げに変えればコストが下がる」「材料取りを工夫すれば歩留まりが良くなる」といった、加工のプロ視点での提案を行います。
当社では、ファイバーレーザー溶接を駆使し、無酸素銅(OFC)など高反射材の溶接加工を得意としております。溶接を活用することで複雑な形状であったり異種材との接合により多彩な銅バスバー(ブスバー)をご提供可能です。詳しくは、『【技術者向け】ファイバーレーザー溶接とは?|メリットや対応素材』をご覧ください。

高難度・短納期のバスバー試作ならお任せください
バスバーの設計・調達は、単に「銅の板を買う」ことではありません。 適切な材料選定(C1020/C1100)、熱とスペースを考慮した形状設計、そして安全性を担保する絶縁処理。これらが組み合わさって初めて、高性能なバスバーが完成します。
一般的な規格品や単純形状であれば、通販サイトを利用するのが便利でしょう。 しかし、「熱対策で特殊な形状が必要」「溶接構造で強度を出したい」「開発納期が迫っている」という場合は、精密板金のプロフェッショナルである私たちにご相談ください。
設計・開発技術者の皆様の「困った」を、確かな板金技術で解決いたします。お見積もりや技術相談は、下記フォームよりお気軽にお問い合わせください。