航空宇宙から医療機器まで、圧倒的な比強度を誇る「64チタン(Ti-6Al-4V)」。軽量かつ高強度という理想的な素材である一方、その機械的特性から「塑性加工(曲げ・絞り)が極めて困難な難加工材」として知られ、設計のボトルネックになることも少なくありません。
本記事では、設計・開発技術者の方へ向けて、64チタンの物理的・機械的特性をSUS304やアルミ等の一般的な板金素材と比較しながら客観的に解説します。さらに、通常は切削加工に頼らざるを得ない64チタンにおいて、独自のノウハウによる「深絞り」「曲げ」、そして「ファイバーレーザー溶接」を可能にしたツツミ産業の精密板金技術と、ロケット燃料タンク等への採用実績をご紹介します。
64チタン(Ti-6Al-4V)とは?
64チタンの組成と特徴
64チタンは、質量分率でアルミニウム(Al)を約6%、バナジウム(V)を約4%添加したチタン合金です。金属組織学的には、常温でα相とβ相の両方の組織を持つ「α-β型チタン合金」に分類されます。純チタンと比較して強度が飛躍的に向上しており、チタン合金全体の需要のうち約70%を占めるとも言われる、最も代表的なチタン合金です。
64チタンの3大特性(軽さ・強さ・耐食性)
- 軽さと強さ(高比強度):
比重(密度)は約4.43g/cm³と、鉄(SUS304は約7.93g/cm³)の約60%の軽さです。一方で引張強さは900MPa前後と、特殊鋼に匹敵する強度を持ちます。この「軽くて強い(比強度が極めて高い)」特性が最大のメリットです。 - 優れた耐食性:
純チタンと同様、表面に強固な不動態皮膜(酸化チタン)を形成するため、海水や多くの酸・アルカリに対して白金(プラチナ)に匹敵する極めて高い耐食性を示します。 - 高い耐熱性:
一般的なアルミ合金が200℃付近から強度が急低下するのに対し、64チタンは400℃程度の高温環境下でも強度が低下しにくく、安定した性能を発揮します。
64チタンと他の板金素材(SUS304・アルミ)との特性比較
設計時の素材選定の目安として、64チタン、純チタン(2種)、SUS304、アルミ(A5052)の代表的な物理的・機械的特性を比較します。
| 特性 (単位) | 64チタン (Ti-6Al-4V) | 純チタン(2種) | SUS304 | アルミ (A5052) |
| 密度 (g/cm³) | 4.43 | 4.51 | 7.93 | 2.68 |
| 引張強さ (MPa) | 895~1000 | 340~510 | 520以上 | 195以上 |
| ヤング率 (GPa) | 113 | 106 | 193 | 70 |
| 熱伝導率 (W/m・K) | 7.5 | 16.3 | 16.3 | 138 |
※数値は一般的な代表値であり、板厚や調質により変動します。
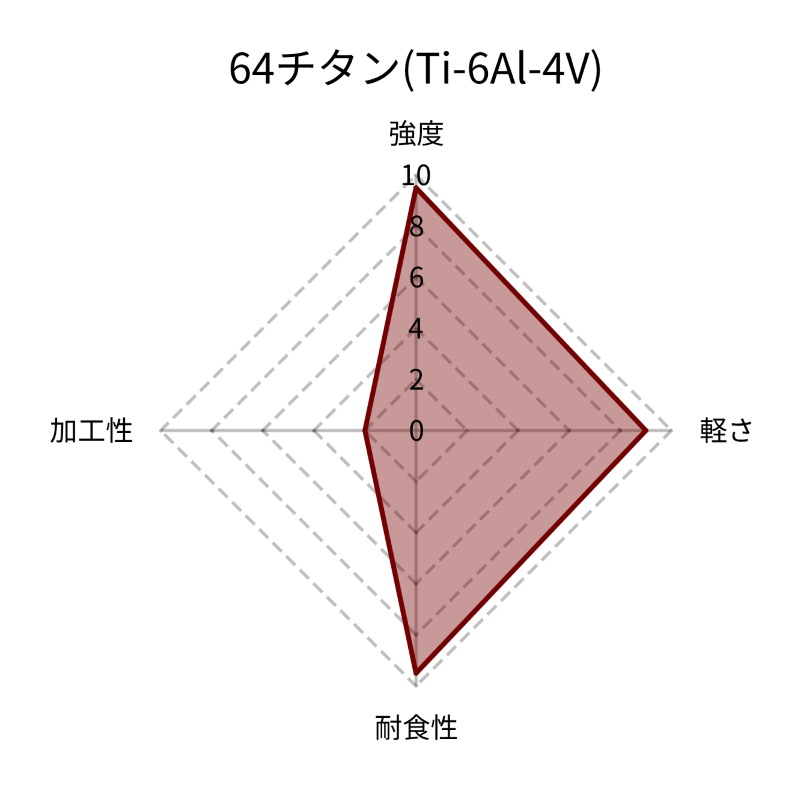
スコア
強度:9.5 軽さ:9
耐食性:9.5 加工性:2
64チタンは、加工性の極端な低さと引き換えに、強度、軽さ、耐食性の3項目が突出し、究極の性能を追求した材料。
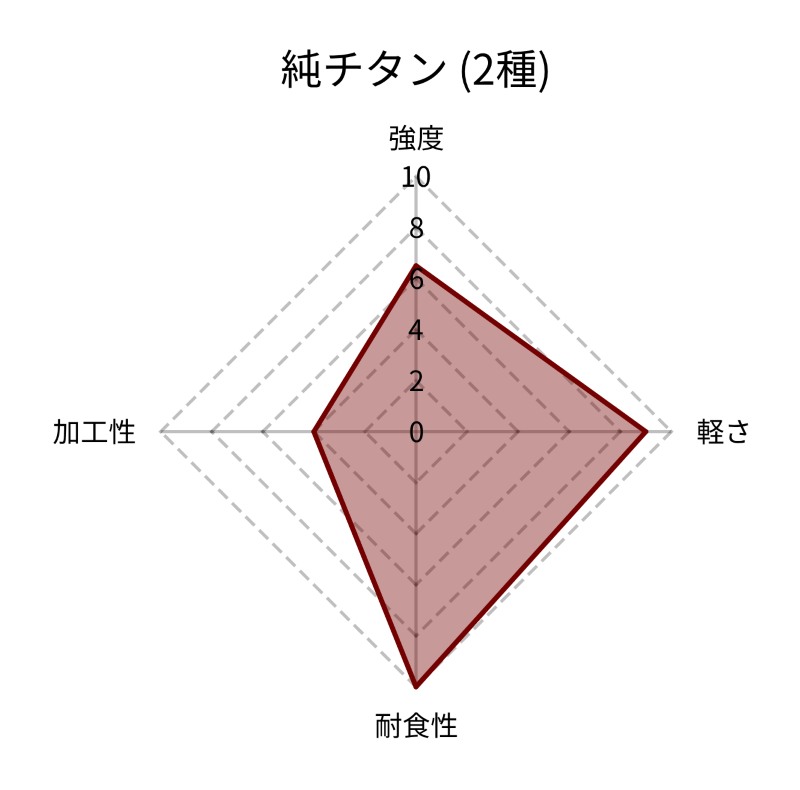
スコア
強度:6.5 軽さ:9
耐食性:10 加工性:4
純チタン(2種)は、耐食性と軽さにおいては非常に優れていますが、強度や加工性では他のチタン合金に劣っています。
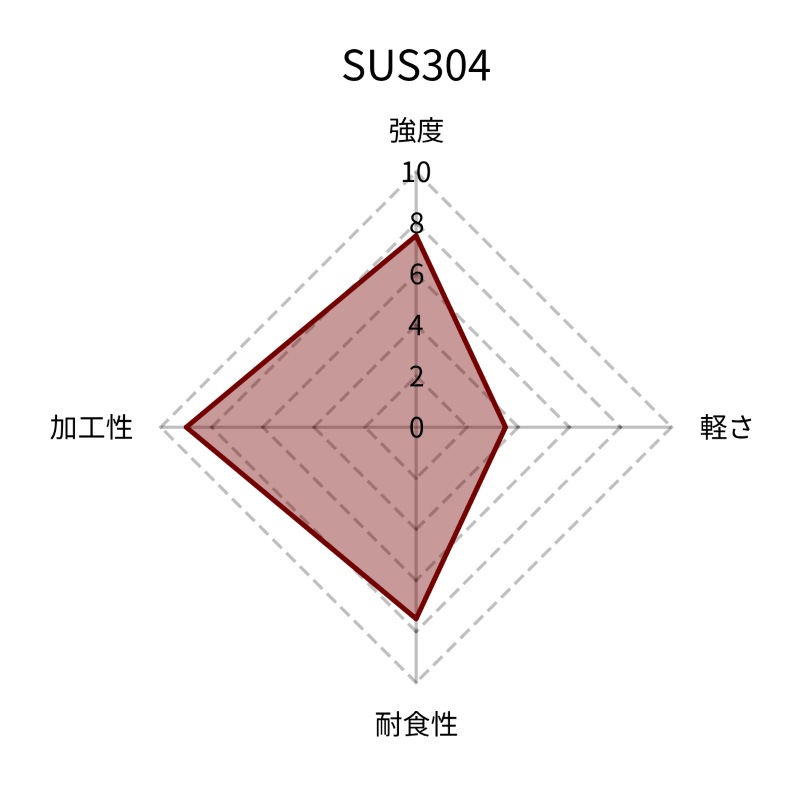
スコア
強度:7.5 軽さ:3.5
耐食性:7.5 加工性:9
SUS304は、重いものの、加工性、強度、耐食性のバランスが良く、汎用性の高い材料。
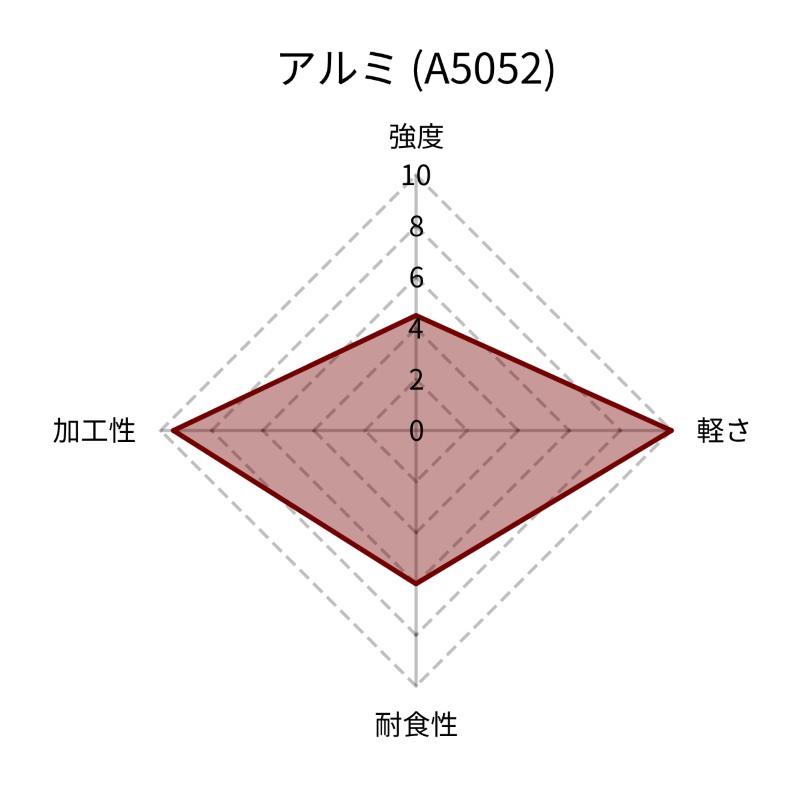
スコア
強度:4.5 軽さ:10
耐食性:6 加工性:9.5
アルミ(A5052)は、圧倒的な軽さと加工性の良さが際立つ一方で、強度や耐食性が弱点。
64チタンと主要板金素材との機械的特性比較レーダーチャート
※各軸は0(最低)から10(最高)までの相対的なスコアです。
比較表からも分かる通り、64チタンはSUS304を上回る強度を持ちながら、重量はその半分強に収まります。しかし、この優れた特性の裏返しとして「加工性」が極端に低いという課題を抱え難加工材と言われています。
64チタンの主な用途
その優れた比強度と耐食性、生体適合性から、以下のようなハイエンドな分野で採用されています。
- 航空宇宙産業:
航空機のエンジン部品、機体構造材、ロケットの耐圧容器・燃料タンク - 自動車・モータースポーツ:
エンジンバルブ、コンロッド、マフラー(軽量化による運動性能向上) - 医療機器:
人工関節、ボーンプレート、インプラント(金属アレルギーを起こしにくく、骨と結合しやすい) - スポーツ・レジャー:
ゴルフクラブのヘッド、高級ダイバーズウォッチのケース

高い圧力で充填が可能で従来のボンベと比べて大容量に
設計者を悩ませる「64チタンの加工課題」
64チタンは「難削材」であると同時に、「難成形材(板金加工が難しい素材)」でもあります。設計・開発技術者が板金化を断念しがちな主な理由には、以下の3つが挙げられます。
1. 大きなスプリングバックと割れ
64チタンは強度(降伏点)が高い一方で、ヤング率がSUS304の約半分(113GPa)しかありません。これは「たわみやすく、元の形状に戻ろうとする力が非常に強い」ことを意味します。そのため、プレス曲げ加工時のスプリングバック(跳ね返り)が極めて大きく、目標とする寸法・角度を出すのが困難です。また、冷間(常温)での延性が乏しいため、無理な曲げはすぐにクラック(割れ)を引き起こします。
2. 絞り加工における焼き付き(カジリ)
チタン合金は摩擦係数が高く、熱伝導率が低い(熱が逃げにくい)という特性があります。そのため、金型と激しく擦れ合う深絞り加工などを行うと、局所的に高温になり、素材が金型に凝着する「焼き付き(カジリ)」が頻発します。これにより金型が破損し、製品表面に修復不可能な傷が入ってしまいます。
3. 溶接時の酸化と脆化
チタンは高温になると極めて活性化し、大気中の酸素、窒素、水素などを吸収して硬く脆くなる性質(脆化)があります。そのため、TIG溶接などを行う際は、溶融池だけでなく、温度が下がって安定するまでの広範囲をアルゴンガス等の不活性ガスで完全にシールド(保護)しなければならず、極めて高度な溶接技術と専用の治具が要求されます。
切削から板金へ。ツツミ産業の64チタン加工技術
上述の理由から、64チタンの部品は「無垢材からの削り出し(切削加工)」で作られることが一般的です。しかし、高価な64チタンの大部分を切り粉として捨ててしまう切削加工は、材料費・加工費ともに多大なコストがかかります。
ツツミ産業は、この「64チタンの板金化(塑性加工+溶接)」という難題をクリアし、大幅な軽量化とVA/VE(価値分析/価値工学に基づくコストダウン)提案を可能にしました。
限界を超える「深絞り」と「曲げ」のノウハウ
試行錯誤と過去のバックデータに基づき、独自の金型設計、スプリングバックを見越した応力コントロール、そしてカジリを抑えた塑性加工技術を確立しました。加工を容易にする各種加熱設備を使用することなく、冷間(常温)にて曲げや絞り加工を実現します。他社では「割れる」「金型がもたない」と断られるような64チタンの複雑な曲げ加工や深絞り加工を、高精度に実現します。
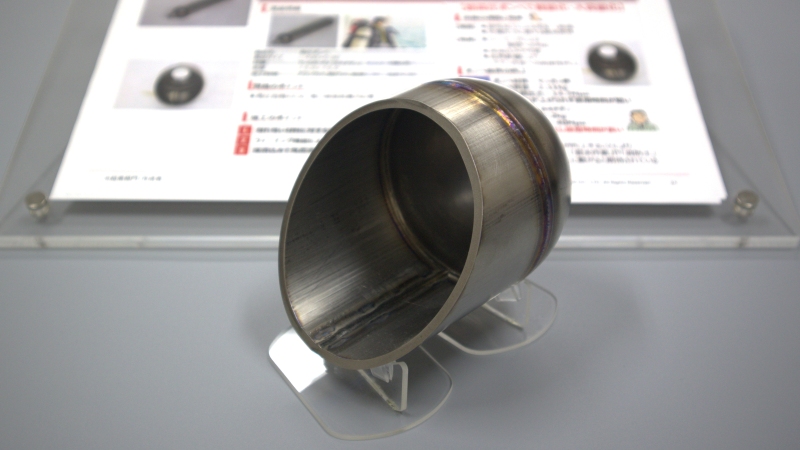
シールド技術を極めた「ファイバーレーザー溶接」
溶接における脆化の課題に対しては、熱影響を極小化できる「ファイバーレーザー溶接」を採用。さらに、自社開発の専用シールド治具と徹底したガス流量管理により、大気を完全に遮断した状態での溶接を実現しています。酸化による変色(ブローホールや脆化)のない、美しい銀色の溶接ビードと高い継手強度が、私たちの技術力の証です。

異種材の重ね溶接 ウィービング/ワイヤ入り溶接
当社では、ファイバーレーザー溶接システムを導入し、64チタンはもちろん様々な材料や異種材の溶接を受託しています。詳しくは、技術コラム「【技術者向け】ファイバーレーザー溶接とは?|メリットや対応素材」で解説しております。

極限の要求に応える実績と開発ストーリー
ツツミ産業の64チタン加工技術は、あるテレビ番組の企画をきっかけに、飛躍的な進化を遂げました。
NHK「超絶 凄ワザ!」の挑戦が生んだ技術革新
2017年2月に放送されたNHKの番組「超絶 凄ワザ! 〜究極のボンベを作れ!板金王決定戦〜」にて、ツツミ産業は高圧に耐えうる最軽量のボンベ製作に挑みました。この時、素材として選択したのが64チタンで、しかも加熱設備を使わずに冷間の絞り加工でチャレンジするという当初無謀なチャレンジでした。「極薄の64チタンを絞り加工し、完全に溶接して耐圧容器にする」という極限の要求を満たすため、全社を挙げて技術開発に没頭。この挑戦で得られたデータとノウハウが、現在の当社の加工技術の礎となっています。

採用実績:大学のロケット開発用「燃料タンク」
番組で培った技術は、現在、最先端の航空宇宙分野で活かされています。一例として、大学のロケット開発プロジェクトにおいて、ツツミ産業が製作した64チタン製の「燃料タンク」が採用されています。打ち上げ時の強烈な振動と、内部の高圧ガスの両方に耐えうる信頼性が求められる部品において、当社の「塑性加工+溶接」技術が高く評価されています。


64チタンの試作・加工開発はツツミ産業へ
「64チタンを使いたいが、削り出しではコストが合わない」
「他社で板金加工や溶接を断られてしまった」
「中空構造にして、さらなる軽量化を図りたい」
このようなお悩みをお持ちの設計・開発担当者様は、ぜひ一度ツツミ産業にご相談ください。 私たちは、64チタンの特性を知り尽くした精密板金のプロフェッショナルです。初期の試作・工法開発の段階から、量産を見据えた最適な加工アプローチ(VA/VE提案)をご提案いたします。
図面がまだない構想段階からのご相談も大歓迎です。まずはお気軽にお問い合わせください。