
機械や装置の設計において、部品同士を固定し、構造を支える重要な役割を担う「ブラケット」。設計・開発の現場では日常的に使われる用語ですが、「シャーシ」や「ハウジング」といった他の機構部品との明確な違いについて、迷われる方も多いのではないでしょうか。
本記事では、精密板金加工のプロフェッショナルであるツツミ産業が、ブラケットの基本的な役割から、混同されやすい類語との違いについて分かりやすく解説します。さらに、設計技術者の方が実際にブラケットを板金で設計・試作する際に押さえておきたい「コストダウン」や「強度確保」のポイントも紹介していますので、ぜひ設計業務にお役立てください。
ブラケットとは?機構部品としての役割と特徴
ブラケット(Bracket)とは、主に壁面や柱、あるいは機械のベース部分に対して、他の部品やユニットを取り付けるための「支持具」や「取付金具」の総称です。
ブラケットの主な用途(固定、支持、補強)
ブラケットの主な役割は以下の3点に集約されます。
- 固定: センサー、モーター、基板などの部品を所定の位置に確実に固定する。
- 支持: パイプやシャフトなどを下から支え、自重や振動によるズレを防ぐ。
- 補強: 筐体のコーナー部分や、応力が集中する箇所に配置し、構造全体の強度を高める。
形状はL字型(アングル形状)やコの字型などが一般的ですが、取り付ける部品やスペースの制約に合わせて、複雑な曲げ加工が施されることも多々あります。
板金加工で製作されるブラケットのメリット(軽量化、低コスト)
ブラケットは切削加工や鋳造で作られることもありますが、精密板金加工で製作することで「軽量化」と「低コスト化」の両立が可能です。必要な厚みの鋼板(鉄、ステンレス、アルミなど)をレーザーで抜き、曲げ加工を施すことで、切削のような材料ロスが少なく、試作から中ロット生産までスピーディかつ安価に対応できるのが大きなメリットです。
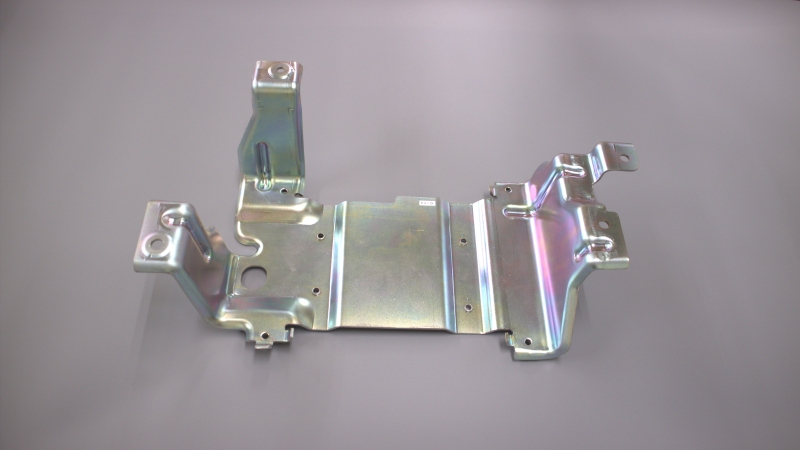
サイズ:22.6×54×55mm (t=0.6)
絞りや曲げなど複合的な加工技術で具現化。

サイズ:500×300×80mm
製作日数8日。スピーディーに試作品を提供可能。
ブラケット・シャーシ・ハウジングの違いと使い分け
機構部品の設計において、「ブラケット」「シャーシ」「ハウジング」はそれぞれ異なる役割を持ちます。
シャーシ(Chassis)とは?
シャーシは、機械や電子機器の「骨組み」や「土台」となる基盤部品です。自動車の車台や、パソコンのマザーボードを取り付けるベースフレームなどが該当します。ブラケットが「個別の部品を取り付ける金具」であるのに対し、シャーシは「システム全体を搭載・統合するための土台」という位置づけになります。
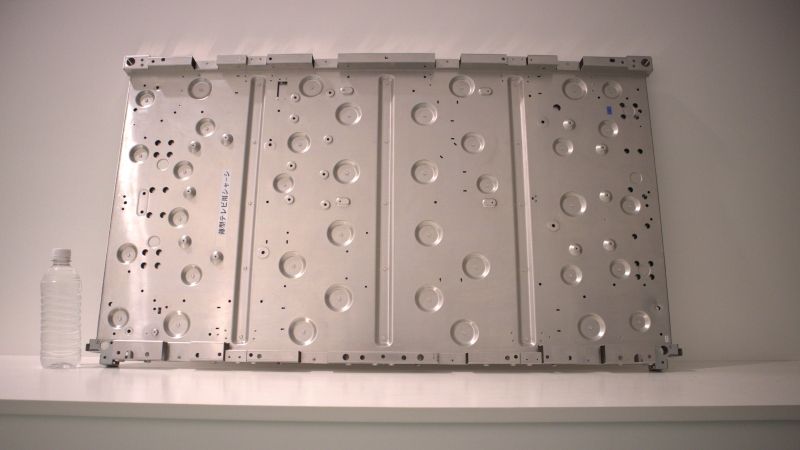
サイズ:600×1300×35mm(t1.0)
荷重に対しても製品を保持する機能を持つ。
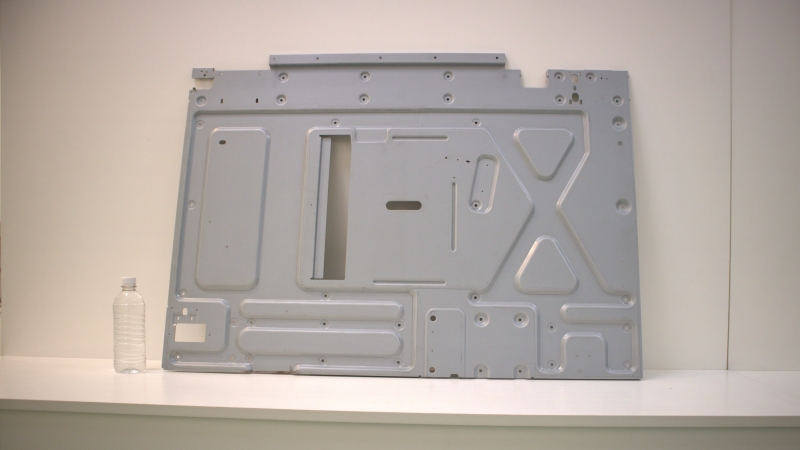
サイズ:1000×700×50mm
製品全体の構造を支える機能を持つ。
ハウジング(Housing)とは?
ハウジングは、内部の機械要素や電子回路などを「覆う」「保護する」ための外殻(ケース・カバー)を指します。外部からの衝撃、ホコリ、水分などから内部機構を守る役割があり、密閉性やデザイン性が求められることも多い部品です。
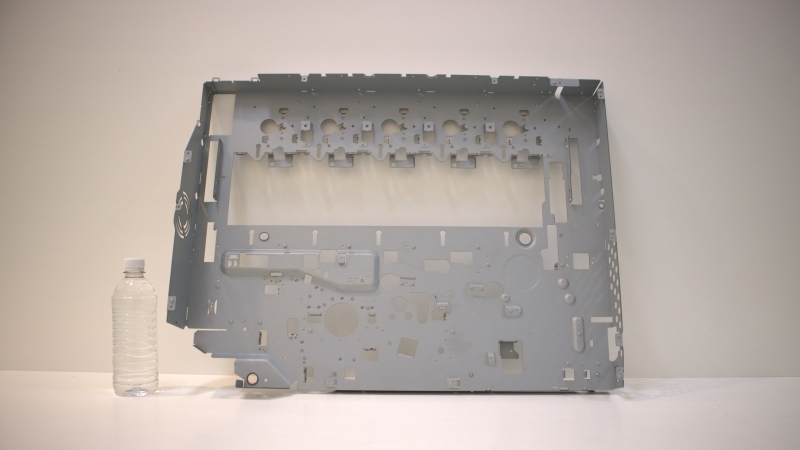
サイズ:1000×700×90mm
内部部品を保護・収納する機能を持つ。
【比較表】各部品の役割と板金設計時の違い
それぞれの特徴と設計時のポイントを以下の表にまとめました。
| 部品名 | 主な役割 | 板金設計時の重要なポイント |
| ブラケット | 部品の固定、支持、補強 | 取付ピッチの精度確保、曲げ部の強度確保、軽量化 |
| シャーシ | 全体の骨組み、土台 | 全体の剛性確保、荷重に対するたわみ対策、共振防止 |
| ハウジング | 内部機構の保護、外観意匠 | 密閉性、放熱性(ルーバー加工等)、表面処理(塗装・メッキ) |
ブラケットは、部品を固定するための補助部品として「点で支える」イメージなのに対し、シャーシは全体構造の骨格として「面・構造で支える」イメージです。ハウジングは保護や収納として外装としての機能を持ち「包みこむ」イメージです。
【設計者必見】板金ブラケット設計・試作のポイント
板金でブラケットを設計する際、図面上の寸法だけでなく、実際の加工工程(抜き、曲げ、溶接、絞り)を考慮することで、品質向上とコストダウンに繋がります。
曲げ加工を考慮した展開寸法の考え方と逃げの確保
板金を曲げると、素材の厚みや材質によって「伸び」や「スプリングバック(跳ね返り)」が発生します。設計時にこれらを考慮したシビアな寸法公差を要求しすぎると、歩留まりが悪化しコストアップに繋がります。
また、フランジの端部を曲げる際は、割れや変形を防ぐために適切な「曲げ逃げ(スリットやR)」を設けることが重要です。板厚の1.5倍以上の逃げ幅を確保することで、スムーズで強度の高い曲げ加工が可能になります。
溶接時の熱歪み対策と適切な材質選び
ブラケットに高い剛性が求められる場合、補強リブの溶接や、複数パーツの溶接接合が行われます。しかし、溶接による熱影響(ヒートアフェクト)で製品に歪みが生じることがあります。
特に、特定の素材や薄板は熱歪みが発生しやすいため、設計段階で「溶接長を短くする(点付溶接の活用)」「曲げ加工で一体化して溶接箇所自体を減らす」といった工夫が求められます。
【重要】試作コストを劇的に下げる「簡易金型・治具」の活用
強度アップのための「絞り加工(エンボス・バーリングなど)」や、干渉を避けるための「複雑な曲げ」が必要なブラケットの場合、試作段階から高価な本金型を起こすと、莫大なイニシャルコストと長いリードタイムが発生してしまいます。
このようなケースでは、「簡易金型」や「専用治具」を活用した試作提案ができる加工メーカーを選ぶことが、設計開発をスムーズに進める最大のポイントです。レーザー加工機や汎用金型、そして職人のノウハウが詰まった簡易金型や治具を組み合わせることで、複雑な形状であっても、初期費用を大幅に抑えつつ、極めて短い納期で量産品同等のテストピース(試作品)を手にすることが可能になります。
ツツミ産業の精密板金によるブラケット試作サービス
私たちツツミ産業は、設計技術者の皆様が抱える「精度」「コスト」「納期」の課題を、確かな精密板金技術で解決いたします。
国家資格「工場板金技能士」による高精度な加工
精密なブラケット製作には、素材ごとの特性を見極める職人の目と腕が不可欠です。ツツミ産業では、難関である国家検定「工場板金技能士」に合格した熟練の技術者が多数在籍。最新の設備と長年培ったノウハウを掛け合わせ、シビアな直角度や寸法精度が求められるブラケット試作にも確実にお応えします。
サイズ:140×120×30mm
高精度な試作製品を迅速にご提供可能。
ファイバーレーザー溶接等を用いたVA/VE提案
熱歪みが課題となる薄板ブラケットの溶接において、弊社では入熱を極小に抑えられる「ファイバーレーザー溶接」などの先進技術を活用しています。歪み取りの工数を大幅に削減できるだけでなく、美観にも優れた仕上がりを実現します。図面通りの製作はもちろん、「ここを曲げ加工に変更すればコストダウンできる」といった、加工屋ならではのVA/VE提案も得意としています。
当社では、ファイバーレーザー溶接システムを導入しております。熱による歪みを最小限に抑え、精度と美観を兼ね備えた製品をご提供いたします。詳しくは、『【技術者向け】ファイバーレーザー溶接とは?|メリットや対応素材』をご覧ください。

開発フェーズにおける1個の試作から、量産を見据えた工法転換のご相談まで幅広く対応しております。
「他社で精度が出なかった」「図面は書いたが加工できるか不安」といった案件も、まずは図面(手書きのラフ図や3Dデータでも可)を添えてお気軽にご相談ください。