
精密板金の溶接において、「熱歪みによる寸法不良」や「仕上げ工程の手間」、「アルミや銅など高反射材の溶接難易度」は、設計・開発技術者を悩ませる大きな課題です。
これらの課題を解決し、これまでにない高品質・高強度な接合を実現する技術として注目されているのが「ファイバーレーザー溶接(ファイバー溶接)」です。
本記事では、ファイバーレーザー溶接の基本的な仕組みから、メリット・デメリット、従来のTIG溶接やCO2溶接との比較、対応可能な素材までを詳しく解説します。 ツツミ産業では、精密板金業界でもいち早く最新のファイバーレーザー溶接システムを導入しており、国家技能検定「工場板金」を保有する熟練技術者のノウハウと掛け合わせることで、ワンランク上のものづくりをサポートいたします。
ファイバーレーザー溶接(ファイバー溶接)とは?
ファイバーレーザー溶接とは、光ファイバーを媒質として利用した固体レーザーによる最新の溶接技術です。 従来のYAGレーザーやCO2レーザー(炭酸ガスレーザー)と比較して、エネルギー変換効率が極めて高く、ビーム品質が優れているのが最大の特徴です。
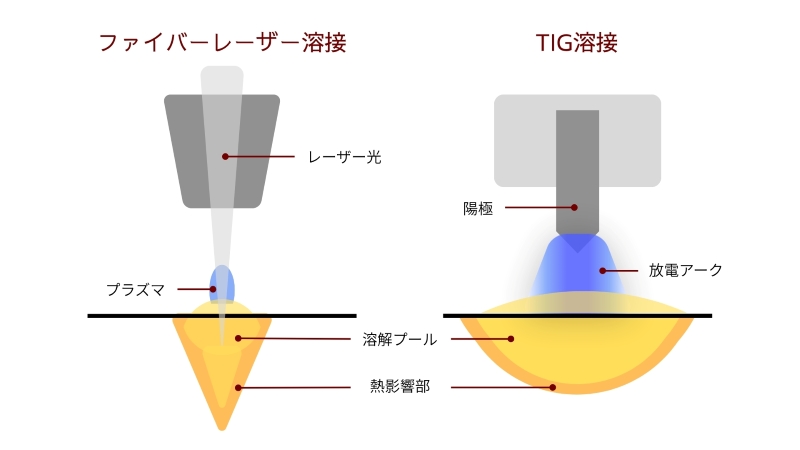
レーザー光を極小のスポット径に集光できるため、非常に高いエネルギー密度を誇ります。これにより、金属の融点まで一瞬で到達させる「キーホール溶接(深溶け込み溶接)」が可能となり、精密板金加工の現場において、これまでの溶接の常識を覆す高品質な接合を実現しています。

ファイバーレーザー溶接のメリットとデメリット
ファイバーレーザー溶接は優れた技術ですが、その特性を正しく理解し、設計に落とし込むことが重要です。
メリット:極めて低い熱影響と圧倒的な美観
- 熱歪み・変形の極小化:
局所的かつ瞬間的に入熱するため、熱影響層(HAZ)が非常に狭く抑えられます。TIG溶接では避けられなかった薄板の波打ちや熱歪みを劇的に低減でき、シビアな寸法精度が要求される筐体設計に最適です。 - 高強度な深溶け込み:
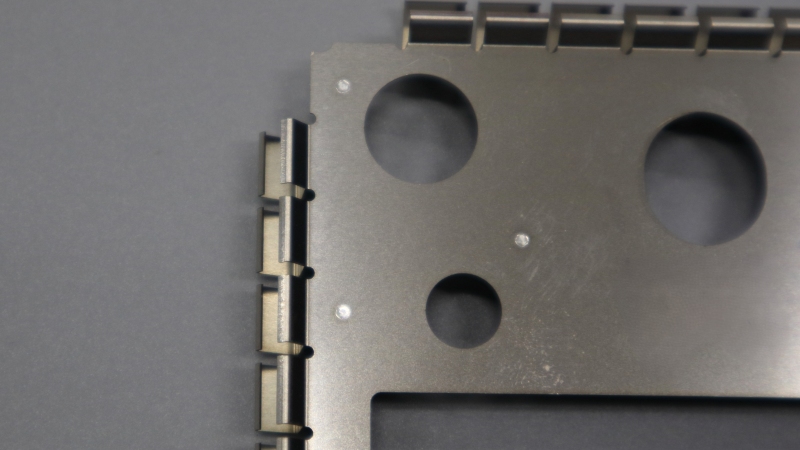
高密度なビームにより、細く深いアスペクト比の溶け込みを実現します。見た目はスマートでありながら、母材と同等以上の高い引張強度・接合強度を確保できます。 - 仕上げ工程(グラインダー・焼け取り)の大幅削減:
溶接ビードが非常に美しく、スパッタの発生も最小限です。また、熱焼けが少ないため、溶接後のサンダー仕上げや電解研磨などの後工程を大幅にカットでき、リードタイムの短縮とコストダウン(VA/VE)に直結します。
デメリット:シビアな「ギャップ管理」が要求される
- 部品の合わせ精度が必要:
ビームのスポット径が小さいため、部品同士の隙間(スキマ・ギャップ)が少しでも開いていると、レーザーが通り抜けてしまい溶接不良(アンダーカット等)を引き起こします。 つまり、ファイバーレーザー溶接を成功させるには、前工程であるブランク加工(レーザー切断・パンチング)や曲げ加工における極めて高い寸法精度が前提条件となります。
従来工法(TIG溶接・CO2溶接)との比較
精密板金で主流となる他の溶接手法と比較することで、ファイバーレーザーの優位性がより明確になります。
- TIG溶接(アルゴン溶接)との違い:
TIG溶接は高品質な仕上がりが特徴ですが、入熱量が大きく熱歪みが発生しやすい点と、職人の熟練度に品質が依存しやすい点が課題です。ファイバーレーザー溶接は、TIG溶接を凌駕する美しいビードを保ちながら、数倍〜10倍以上の圧倒的な溶接速度と低歪みを両立します。 - CO2溶接(半自動溶接)との違い:
厚板の溶接に向くCO2溶接は、スパッタが大量に発生し、後処理に多大な工数がかかります。ファイバーレーザー溶接であれば、スパッタを極限まで抑えたクリーンな接合が可能です。
| ファイバーレーザー溶接 | TIG溶接 | CO2溶接 | |
| 入熱 | 低い | 中程度 | 高い |
| 歪み | 非常に少ない | 少ない | 大きい |
| 溶接速度 | 非常に速い | 遅い | 速い |
| 外観 | 非常に良好 | 良好 | やや粗い |
| スパッタ | ほぼなし | なし | 多い |
| 薄板適性 | ◎ | ○ | △ |
| 自動化 | ◎ | ○ | ◎ |
ファイバーレーザー溶接の対応素材
ファイバーレーザーは光の吸収率が高いため、これまでレーザー溶接が困難とされていた素材にも対応します。
- 鉄・ステンレス:
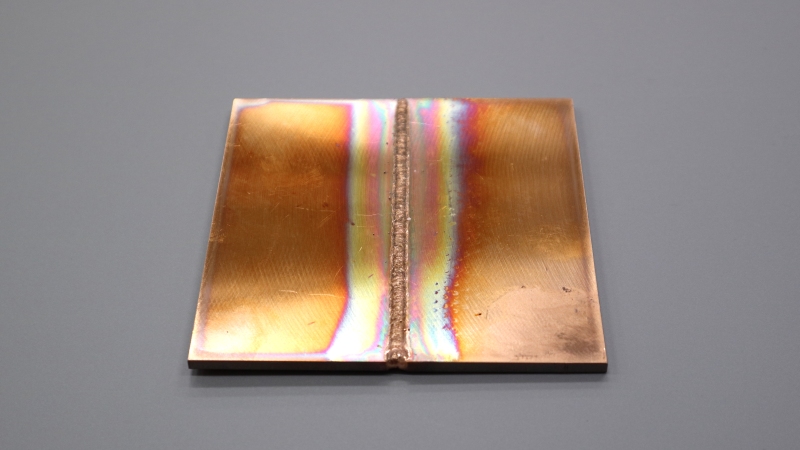
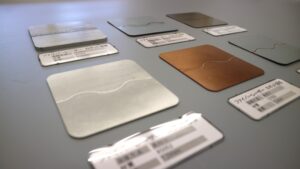
SPCCやSECCなどの軟鋼、SUS304やSUS430などのステンレス鋼において、焼けを抑えた美しい溶接が可能です。 - 高反射材(アルミ・銅・真鍮):
従来のレーザーでは光が反射してしまい加工が難しかったA5052などのアルミニウム合金や、C1100などの純銅・無酸素銅、真鍮などの高反射材・高熱伝導材の溶接において、ファイバーレーザーは絶大な威力を発揮します。 - 異材接合(ハイブリッド溶接):
「鉄とステンレス」「銅とアルミ」「純チタンと64チタン」といった、融点や熱伝導率が異なる異種金属の接合(異材溶接)も可能になり、設計の自由度が飛躍的に向上します。


異種材の重ね溶接 ウィービング/ワイヤ入り溶接
下記ページでもファイバーレーザー溶接のサンプルを公開しております。ぜひご覧ください、
また当社では、無酸素銅(OFC)の加工技術を活かしたバスバー(ブスバー)の設計・試作も得意としております。詳しくは『【バスバー(ブスバー)とは】材質・許容電流・絶縁設計の基礎知識』をご覧ください。

ツツミ産業のファイバーレーザー溶接の強み
最新の設備を導入するだけでは、高品質な製品は生まれません。ツツミ産業では、最新鋭のハードウェアと、それを使いこなす熟練のソフトウェア(技術力)を融合させています。
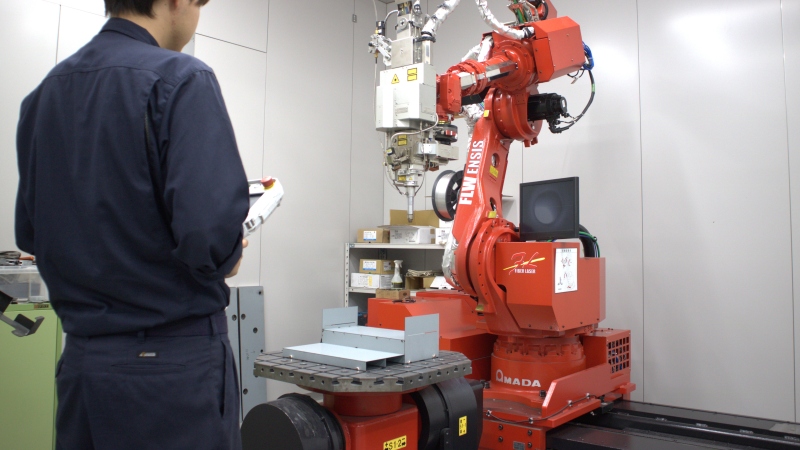
最新ファイバーレーザー溶接システム
当社では、AMADA製の最新ファイバーレーザー溶接システムを導入しています。ビームコントロール技術や、ビームを揺動させる「ビームウィービング機能」を駆使することで、隙間に対する裕度を広げ、より美しく強固な溶接を実現します。

国家資格「工場板金技能士」による高度な設計・オペレーション
ファイバーレーザーには「隙間ゼロ」のシビアな板金精度が求められます。ツツミ産業には、国家技能検定である「工場板金」に合格した熟練の技術者が多数在籍しています。 ファイバーレーザーの特性を熟知した上で、溶接を見越した高精度な展開・曲げ加工、そして専用治具の設計を行うことで、設備のポテンシャルを120%引き出します。
まとめ:ファイバーレーザー溶接の活用で高品質な精密板金を実現
ファイバーレーザー溶接は、設計・開発技術者が抱える「熱歪みによる歩留まり低下」「強度不足」「高反射材の加工難」といった課題を根本から解決するソリューションです。
ツツミ産業では、この最先端の溶接技術と、長年培ってきた精密板金のノウハウを掛け合わせ一貫対応にて、お客様のVA/VE(価値向上・コストダウン)に貢献いたします。ファイバーレーザー溶接による試作・加工をご検討であったり、薄板の歪みや難加工材の溶接でお困の方は、ぜひ一度ツツミ産業へご相談いただければ最適な溶接工法をご提案いたします。試作は、1点から対応し、短納期案件も歓迎です。